

1.嵌線前準(zhǔn)備工作
(1)拆除舊線時,應(yīng)記錄繞組數(shù)據(jù),如繞組形式,繞組尺寸(槽節(jié)距、端部及引線頭長度等),繞組組成(每只繞組元件數(shù)、每元件匝數(shù)、導(dǎo)線直徑等),換向器節(jié)距(繞組與換向 器連接的位置、標(biāo)記等)。
(2)整理換向器。用噴燈等工具加熱換向器升高片或換向片接線槽,以去除殘余焊錫和污物,有升高片的則應(yīng)搪錫一下,再用扁鉗將升髙片整理好。嵌線前換向器上用220V校驗燈檢查片間是否短路,用1000V兆歐表測試對地絕緣電阻,經(jīng)檢查確無短路和通地后,用彈性紙板或布包扎好。
(3)整理電樞鐵心。用廢舊鋸條或銼刀將槽內(nèi)雜物清除干凈,銼去槽內(nèi)及槽口的毛刺, 然后用空壓機(jī)或皮老虎的壓縮空氣吹凈。轉(zhuǎn)軸上如有油污等應(yīng)揩淸。
(4)根據(jù)絕緣等級選用絕緣材料,并按槽絕緣、端部絕緣及對地絕緣的大小裁好。
2.嵌線過程
(1)在電樞鐵心前后的轉(zhuǎn)軸支架上包扎好絕緣,然后放置槽絕緣,槽絕緣伸出鐵心兩端的總長度一般為:電樞鐵心長度ι<100mm時兩端絕緣各伸出8mm,ι= 100?200mm時絕 緣各伸出10mm, ι>200mm時絕緣各伸出12mm。
(2)依次先將繞組底線(下層邊)嵌入槽內(nèi),用滑線板理齊槽內(nèi)導(dǎo)線,放好層間絕緣后,再用壓線板壓緊層間絕緣和繞組底線邊。
(3)將繞組底線的引線頭放進(jìn)約定的(作標(biāo)記處)換向器接線槽(或升高片槽)內(nèi)。如果無標(biāo)記.一般情況下引線頭位罝應(yīng)接到離繞組有效邊約1/2槽節(jié)距的換向片上。
(4)當(dāng)繞組底線連續(xù)嵌到一個槽節(jié)距時,即可開姶同時放下該繞組的面線(上層邊)。 繞組兩邊的距離一定要符合槽節(jié)距要求。
(5)用滑線板理直槽內(nèi)導(dǎo)線后,剪去鐵心表面多余的絕緣紙,再用滑線板折疊槽口絕緣,以壓線板壓住折疊的槽口絕緣,用鐵錘輕敲壓線板,使槽內(nèi)導(dǎo)線緊密,然后打入槽楔 (槽蓋板)。
(6)用上述方法依次將每個繞組的底、面線嵌好,用萬用表檢測出屬于同一只繞組的底、面線的引線頭,然后按照換向器節(jié)距將引線嵌進(jìn)相應(yīng)的換向器接線槽內(nèi)。
對單疊繞組換向器節(jié)距:yk = ± 1,兩引線嵌入相鄰兩換向片中。對單波繞組 yk= (k±1)/p(k為換向器片數(shù),p為主極對數(shù),±表示繞組為左行或右行)例如28槽4極單疊繞組,槽竹距yz = z/2p = 28/4 = 7 (即1?8),換向器節(jié)距:yk = +1。選擇某個元件作起始點,把它的底線引線頭接到距元件有效邊向內(nèi)約yz/2處的換向片1上, 再按yk(1?2)將面線的引線頭連接到相鄰的換向片,如圖3-200a所示,其余元件依次類推。
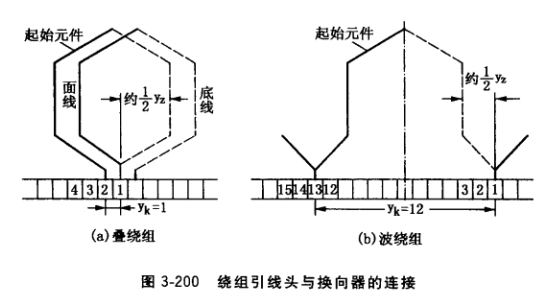
又如25槽4極單波繞組,已知槽節(jié)距:yz = z/2p= (25—1)/4 = 6 (即1?7),換向器節(jié) 距:yk=(k-1)/p= (25-1)/2=12 (即1?13),選擇某元件為起始點,連接它的底線引線頭到距元件邊向外約yz/2處的換向片1上(因為波繞組引線頭換向器節(jié)距大于槽節(jié)距,所以應(yīng)連到向外yz/2處〉,然后按yk (1~13)將面線的引線頭連接到第13換向片上,如圖3- 200b所示,其余元件依此類推。
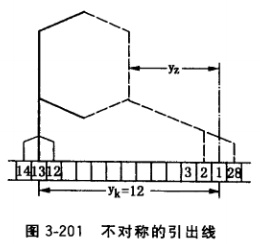
有時繞組的引線頭距離做成不對稱的,如圖3-201所 示,它的底線引線頭伸出長度比起一般的(見圖3-200b)長得多,這種繞組多用在四極勵磁機(jī)中,因4個主極在垂直及 水平線上,所以把電刷位置改在換向極的中心線以便通過后端蓋上窗孔進(jìn)行觀察。
3.換向器的焊接
把長出換向器接線槽或升高片的多余部分引線割去,然后進(jìn)行焊接,把繞組各引線頭固定接在換向器的接線槽或升高片里。
(1)焊接前準(zhǔn)備工作。根據(jù)發(fā)電機(jī)的要求,準(zhǔn)備焊錫或純錫(一般絕緣等級A、E、B 級用焊錫,F(xiàn)、H級用純錫)、堿性焊劑[松香或松香溶液(40%松香、60%酒精)],電烙鐵、扁鉗、扳鉗、螺絲刀等。
(2) 工藝準(zhǔn)備。調(diào)整電樞接頭片之間距離。采用接線槽的換向器,應(yīng)使接線槽垂直于換向器。采用升高片的換向器,升高片垂直于換向器且距離應(yīng)均勻。在升高片之間通常要敲入梯形(退拔)木塞頭,使升高片之間一般保留1/3升高片的高度的空隙,以便放電烙鐵頭, 如圖3-202b所示。將換向器升高片的外端面圓周銼平、銼光,并立即涂以松香溶液,防止銅皮產(chǎn)生氧化膜。焊接時絕不能讓電樞繞組引線頭高出換向器接線槽(接線槽必須加工有足夠深度)。
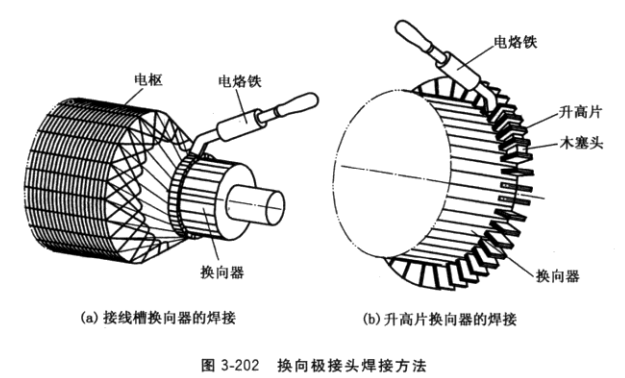
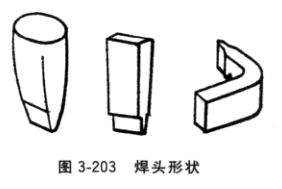
焊接時先將轉(zhuǎn)子稍向換向器端傾斜一些,防止焊錫流入電樞內(nèi)。對于采用接線槽的換向器,電烙鐵頭放在接線槽的頂部。如果一只電烙鐵熱量不夠,可用幾把電烙鐵同時加熱。當(dāng)接線槽達(dá)到一定的溫度后,可先在接線槽上加上適量焊劑,然后再加錫。有升高片的換向器,除了可用上述方法焊接外,還可將烙鐵頭銼成扁平狀(圖3-203), 使它能插入相鄰兩升高片間。先將烙鐵頭插入相鄰兩升高片木塞所留下空隙處,稍加些錫,再加些焊劑,最后再加錫。
焊好的接頭表面處應(yīng)有光澤,在接頭各部位中應(yīng)注滿錫,不能有氣孔現(xiàn)象。采用升高片的換向器焊好后,可用小鏘頭輕輕敲打升高片間接縫處,如裂開表明假焊,應(yīng)重新焊好。 焊接完畢,將升高片間木塞頭敲去。




