1.直流勵磁機定子并激繞組
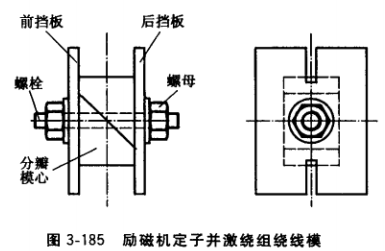
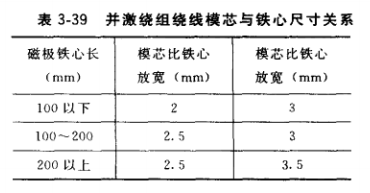
(1)繞線模。繞線模由模芯和擋板組成,兩瓣模芯各固定在前后擋板后,靠螺栓緊固而成,如圖3-185所示。繞線模芯尺寸可根據(jù)原來繞組的尺寸或直接測量磁極鐵心尺寸而定,考慮到鐵心極身絕緣厚度及裝配間隙,模芯長、寬方向尺寸應(yīng)比磁極鐵心大,表3-39為確定繞線模模芯與鐵心尺寸關(guān)系的經(jīng)驗數(shù)據(jù)。
(2)繞組繞制。并勵繞組一般采用圓漆包導(dǎo)線繞制,匝數(shù)很多,少則幾百匝多則上千匝。繞線前應(yīng)用千分尺核實使用的導(dǎo)線線徑與原來繞組的線徑是否相同。拆除舊繞組時記錄下的原來匝數(shù)作為重繞新繞組的依據(jù),不得有誤。或選擇一只完好的繞組,用電橋測量其直流電阻值R (切不可用萬用表測量電阻,因其精度等級太低,測量誤差太大),由式子R = ρm/S求出漆包線長度m (ρ為銅線電阻率,S為漆包線銅截面積)。
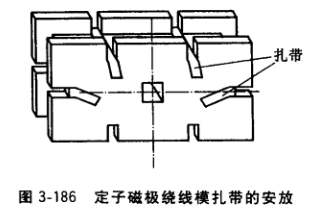
繞線一般手動或使用自動繞線機,注意 每次起繞前必須將計數(shù)器回零。當(dāng)繞線模安裝到繞線機上后,在其開口槽中放置繞組扎帶,如圖3-186所示。繞線模寬度上一般只放一根扎帶,長度方向上放置的扎帶根數(shù)則和模長有關(guān),模長80mm以下放1根,模長80?200mm放2根,模長200mm以上放3根。繞組繞到一定層數(shù)吋,將各邊上的扎帶回折一次,然后繼續(xù)繞制,繞過20匝左右停機并拉緊各邊扎帶一次。繞到最后一層時,把扎帶彎成扣形,壓住最后的那根導(dǎo)線。
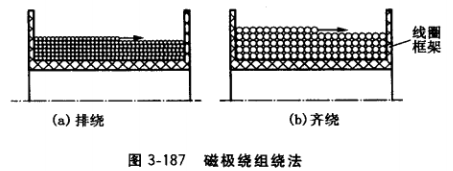
繞組的排列方法如圖3-187所示,圖a為排繞,適用于直徑0.4mm以下導(dǎo)線,繞制時一般不用夾線板,而用手拉緊導(dǎo)線,每層排列不很整齊,但又不準(zhǔn)亂繞。圖b為齊繞,適用于直徑 0.4mm以上導(dǎo)線,每層每匝導(dǎo)線排 列要整齊。采用哪一種繞法,應(yīng)根據(jù)定子空間的實際情況而定,空間小必須齊繞,空間較寬可排繞,但排繞過松電阻和用線量都會增加。
2.直流勵磁機定子串激繞組
依功率不同,直流勵磁機的串激繞組有兩種,中小功率的一般采用漆包圓導(dǎo)線或漆包扁導(dǎo)線(或為絲包導(dǎo)線)繞制,而大功率的大部分采取用大截面的裸銅扁線繞制。不同材料、 不同形狀繞組的繞制方法不同。
(1)絕緣圓導(dǎo)線繞制。串激繞組所用的絕緣圓導(dǎo)線的直徑比并激繞組的略大些,匝數(shù)少些,通常在90匝以內(nèi),且功率越大匝數(shù)越少。繞制方法基本上與并激繞組相同,有些小功率串激繞組直接繞在并激繞組外面,這時必須在兩種繞組之間墊上絕緣材料,以防兩繞組間短路。
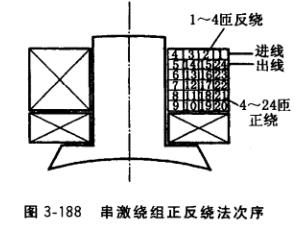
(2)絕緣扁導(dǎo)線繞制。一般可利用并激繞組的繞線模繞制。把繞線模裝到繞線機上,使計數(shù)表回零。根據(jù)所繞匝數(shù)設(shè)定串激繞組層數(shù)及每層匝數(shù)。為使串激繞組出線頭引出、連接方便,不發(fā)生短路,要求繞組的底、面線引線都處于繞組外層表面,為此一般采用正、反繞繞線法,如圖3-188所示。例如,某一串激繞組共24匝,分繞4層,每層6匝,繞第一層時先按4匝的總長取出來反繞到線模上,扎住線頭,然后繼續(xù)順繞第一層5?9匝,第二層10?14匝,第三層15?19匝,第四層20?24匝。
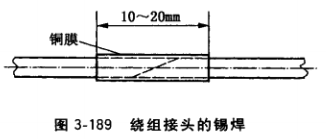
每只繞組基本上只允許有一個接頭,導(dǎo)線接頭處必須斜對接或鉸接,外包的搪錫銅膜(銅膜長10?20mm)作為補強材料,焊接時應(yīng)焊透焊牢。錫焊接頭的方法如圖3-189所示。
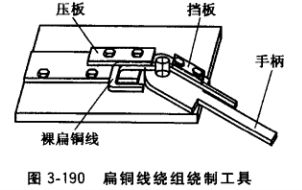
(3)裸扁銅線繞制。串激繞組所用的裸扁銅線 一般寬而薄,多匝的扁銅線又往往順扁平方向立繞,因此必須使用立繞的專用工具,如圖3-190所示。繞制步驟如下:
①扁銅線退火處理。將扁銅線加熱至600℃,經(jīng)1?2小時冷卻后投人冷水。
②在繞制工具上,校正扁銅線的轉(zhuǎn)角尺寸,用螺栓經(jīng)壓板固定扁銅線首端后,扳動繞制工具手柄,使手柄扳成直角。
③松開壓板螺栓,把扁銅線沿平面移動至預(yù)定尺寸并固定,然后再扳第二個直角及直角邊。
④依此繞完最后一匝。切除多余扁銅線,取出整個繞組。對于大截面的繞組一定要進行第二次退火及整形,然后才進行第⑤項。
⑤彎好繞組兩根引線頭,在引出線上鉆孔、锪孔及搪錫。
⑥襯墊好匝間絕緣,并包扎好繞組。
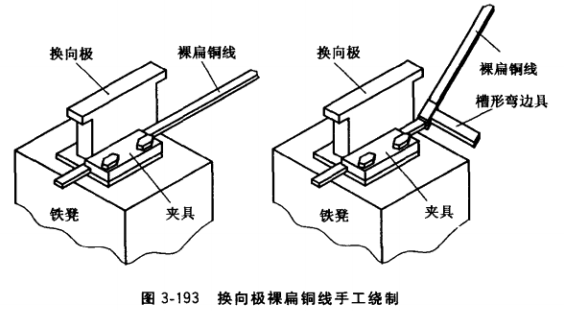
3.直流勵磁機定子換向極繞組
換向極繞組可采用絕緣圓銅線、扁銅線及裸扁銅線繞制。絕緣圓銅線繞組的繞法基本上和并激繞組相同,不同的是換向極繞組匝數(shù)較少、線徑較粗;絕緣扁銅線換向極繞組和絕緣扁銅線串激繞組的繞法相同,不同的是換向極繞組匝數(shù)比串激繞組多。
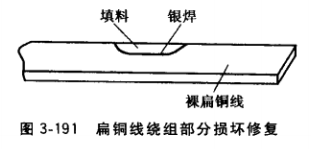
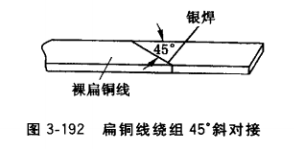
單獨修理的換向極繞組都采用手工繞制。由于過熱燒壞的繞組,只要更換匝問絕緣材料,重新浸漆處理即可。匝間短路或嚴(yán)重?fù)p壞的繞組,亦可采用局部修復(fù)的方法修復(fù):損壞部分不超過導(dǎo)線截面積的1/5時,可用銀焊或銅焊補滿損壞部分;繞組某部分損壞面積達 1/3時,可用銅焊填充或以相當(dāng)大小的銅塊填充并用銀焊條焊牢,如圖3-191所示。繞組部分損壞面積超過1/3時,則要切除損壞部分,重繞幾匝新線,用銀焊焊接起來。銅線接頭應(yīng) 在繞組直線邊上,不可連接在圓弧處,接頭處應(yīng)互成45°左右的斜角,如圖3-192所示。繞組大面積損壞則須更換繞組。
手工繞制方法如圖3-193所示。把換向極鐵心反向用螺栓固定在鐵凳上,銅線首端用夾具固定在墊板上,用噴燈加熱換向極彎角處的銅線,直至紫紅色,然后立即在此處裝上槽形彎邊具,用鐵錘敲打該彎邊具的尾部,并以噴燈繼續(xù)加熱銅線彎邊處,按裸扁銅線串激繞組的同樣繞法,彎出換向極繞組的第一只直角(彎前襯好絕緣層所需厚度的墊塊),依次繞完最后一匝。把整個繞組進行退火處理,然后整形、去毛刺,最后在匝間墊上規(guī)定的絕緣材料,并用玻璃絲帶扎緊。